Termal püskürtme kaplama, endüstriyel bileşenler için "koruyucu zırh" olarak bilinir ve makine, havacılık, enerji ve diğer alanlarda yaygın olarak kullanılır. Sadece kolayca aşınan miller ve bıçaklar için aşınmaya dayanıklı koruma sağlamakla kalmaz, aynı zamanda aşındırıcı ortamlarda boru hatları ve kaplar için korozyona dayanıklı bir bariyer oluşturur. Ek olarak, yüksek sıcaklık bileşenleri için ısı yalıtımı ve elektriksel iletkenlik gibi işlevleri gerçekleştirerek ekipmanın kullanım ömrünü uzatabilir.
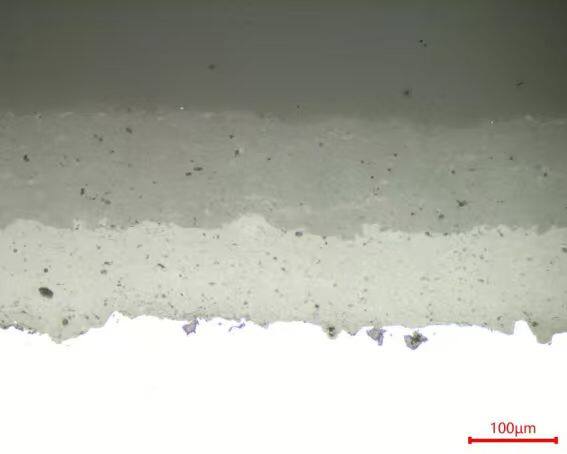
Termal püskürtme kaplaması bir "zırh" ise, termal püskürtme numunesinin metalografik kesiti de kaplama kalite kontrolünde kilit bir bağlantı olan "kalite kontrol büyüteci"dir. Metalografik kesit hazırlığı ve mikroskobik gözlem yoluyla, kaplama kalınlığının homojenliği, alt tabaka ile olan bağ arayüzü durumu doğru bir şekilde tespit edilebilir, gözenekler ve çatlaklar gibi mikroskobik kusurlar belirlenebilir ve kaplama mikro yapısının bütünlüğü analiz edilebilir. Bu, yalnızca püskürtme işleminin rasyonelliğini doğrulamak ve potansiyel uygulama risklerini önceden önlemekle kalmaz, aynı zamanda kaplama performans optimizasyonu için sezgisel veri desteği sağlar ve "koruyucu zırhın" endüstriyel testlere gerçekten dayanabilmesini sağlar!
Isıl Püskürtme Seramik Kaplamalar için Standart Metalografik Numune Hazırlama Prosedürleri:
1️⃣ Kaba Zımparalama: P400 metalografik zımpara kağıdı kullanarak numune yüzeyi düz olana kadar zımparalayın.
2️⃣ İnce Taşlama: POS parlatma pedi + 9 μm PD-WT parlatma sıvısı
3️⃣ Kaba Parlatma: SC parlatma pedi + 3μm PD-WT parlatma sıvısı
4️⃣ Ara Parlatma: ET parlatma pedi + 1 μm PD-WT parlatma sıvısı
5️⃣ İnce Parlatma: ZN parlatma pedi + 0,05 μm SO-T401 parlatma sıvısı
#ÇelikMikroyapısı #MalzemeBilimi #Metalografi #Truva #Truvametalografisi